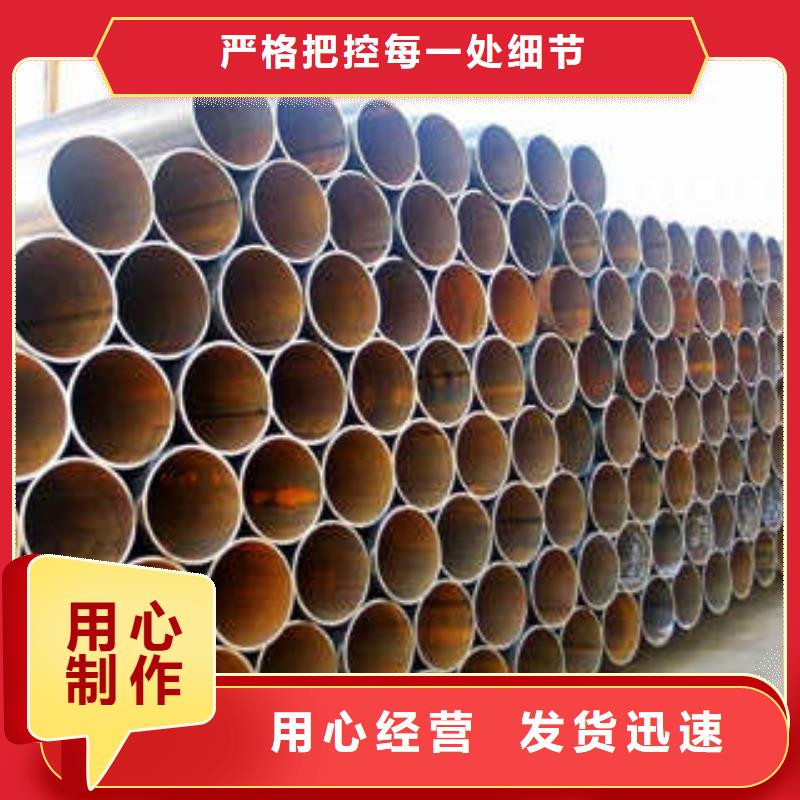
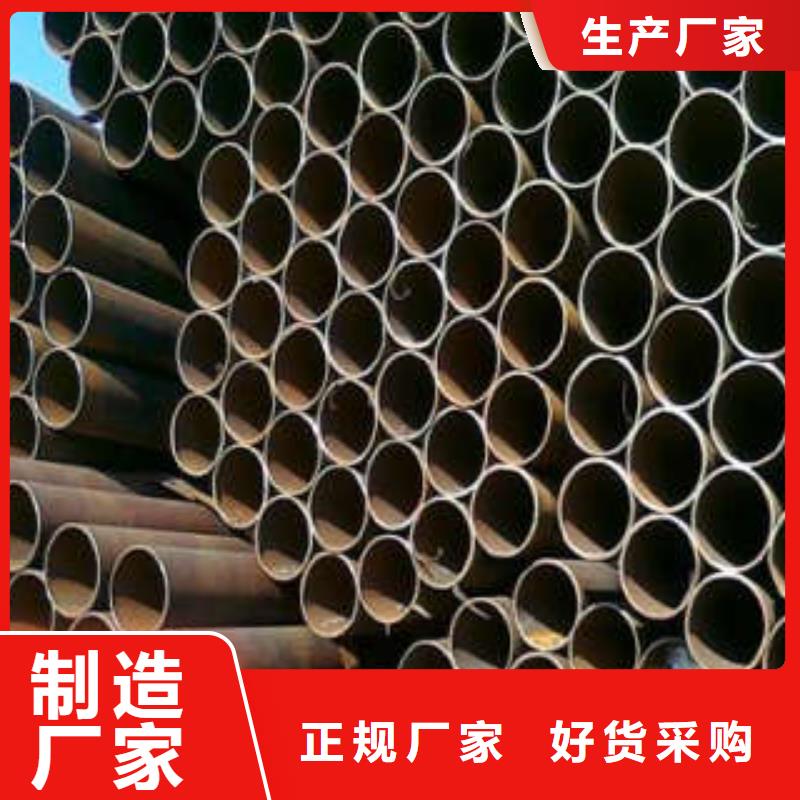
我们的【靖边】 当地 直缝焊管规格型号全视频现已上线,它比任何文字描述都能更直观地展示产品的魅力。请点击观看。
以下是:靖边【靖边】 当地 直缝焊管规格型号全的图文介绍

为满足客户用 热镀锌钢管厂家、防腐钢管、钢塑复合管、衬塑复合管、各种需求,鸿顺管道科技有限公司常年备货了 热镀锌钢管厂家、防腐钢管、钢塑复合管、衬塑复合管、,还和多家省内外物流建立了长期的合作关系,发货快捷,方便省心。公司坚持“诚信经营、用户至上:满足顾客要求、不断持续改进”的企业宗旨和质量方针,达到客户安心的经营理念,为广大客户提供合格的 热镀锌钢管厂家、防腐钢管、钢塑复合管、衬塑复合管、产品和满意的服务。


所以为了消除无缝钢管曲折,一切无缝钢管都需求经过冷校直。无缝钢管曲折是因为轧机不妥,轧制时残留的剩余应力以及因为沿管子截面和长度上冷却不平等缘由形成的。因而,不行能从轧机直接得到很直的管子,只要通过冷校直管子的曲折度才干满意技能条件的规则。 校直的根本道理即是使无缝钢管进行弹塑性曲折,由大的曲折度成为小的曲折度,因而钢管在校直机内有必要遭到重复曲折。而钢管重复曲折的程度主要由校直机的所决议。影响校直质量的要素许多,如原管的曲折度,钢管尺度和材料校直机型式,参数等。 设材料的抗拉强度为σ,压力为P,管子外径D;管子壁厚δ=(P*D)/(2*σ/S)其中S为系数;因为P小于7MPa,S选S=8;P小于17.5MPa,S选S=6;P大于17.5MPa,S选S=4;我们选系数为S=6;选20钢抗拉强度为410MPa,故管子可承受的压力P=(2*σ/S*δ。 螺旋管的生产能体现出优质的优势,多头生产势比增加工程管理与质量的工程量。多台螺旋管生产机的使用可以生产效率,快速的完成工作,虽然是多机组的操作,总体来说操作简单,便于掌控。螺旋管在国内主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设。



总的来说,在对焊管产品经扩径加工的过程中,主要可以分为五个阶段。是初步整圆阶段:扇形块打开直到所有扇形块都到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。第二是名义内径阶段:扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。 第三个阶段叫做弹复补偿阶段,也就是说焊管的扇形块将会逐渐速度减小,直到抵达要求位置,这个位置是工艺设计要求的弹复前钢管内圆周位置。第四是保压阶段:扇形块在弹复前钢管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压阶段。 后一个阶段叫做卸荷回归,此时扇形块从弹复前焊管的圆周位置不断的进行回缩,直终将达到初始扩径的位置,这是扩径工艺要求的扇形块收缩直径。在实际应用中,工艺简化中,3步骤可以合并简化,这对钢管的扩径质量没有影响。 通常是根据成型参数来设计螺旋焊管的成型结构,在其成型过程中,还需要考虑到应力状态。带钢在加工成螺旋管坯后,管壁所产生的应力主要受到带钢成形过程中的成形力大小的影响。根据塑性变形理论可知,当带钢成形时的相对弯曲半径等于100时,塑性变形会得非常明显。






 扫一扫
扫一扫