<黎平>【当地】圆钢Y3Gr13圆钢多种规格库存充足产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:黎平<黎平>【当地】圆钢Y3Gr13圆钢多种规格库存充足的图文介绍
融拓金属材料有限公司引进先进的 20A无缝钢管、技术,性能更稳定,用拥有领先的制造和检测设备, 20A无缝钢管、生产效率更高。


45#
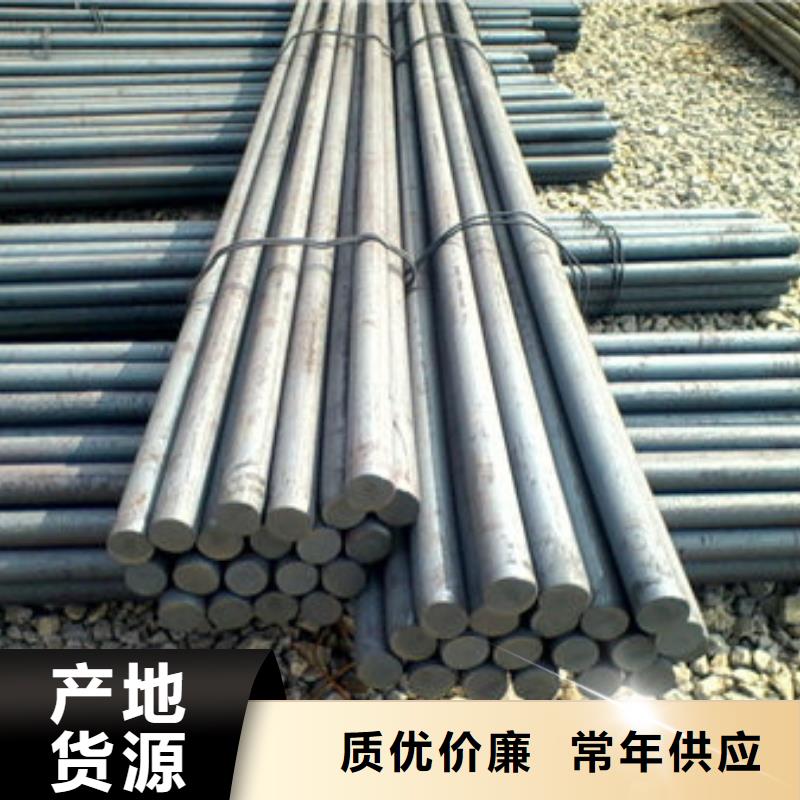
圆钢是
bai指截
面为圆形的实心
长条钢材
du。其
规格以直
zhi径的毫米数
dao表示,如
“ 50”即表示直径
专为 50毫米的圆钢。
45#圆钢分为
属热轧、锻制和冷拉三种。热轧圆钢的规格为5.5-250毫米。其中:5.5-25毫米的小圆钢大多以直条成捆供应,常用作钢筋、螺栓及各种机械零件;大于25毫米的圆钢,主要用于制造机械零件或作无缝钢管坯。
化学成份:
碳 C :0.42~0.50硅 Si:0.17~0.37锰 Mn:0.50~0.80硫 S :≤0.035
磷 P :≤0.035铬 Cr:≤0.25镍 Ni:≤0.25铜 Cu:≤0.25
力学性能:
抗拉强度 σb (MPa):≥600(61)屈服强度 σs (MPa):≥355(36)
伸长率 δ5 (%):≥16断面收缩率 ψ (%):≥40
冲击功 Akv (J):≥39冲击韧性值 αkv (J/cm2):≥49(5)
硬度 :未热处理,≤229HB;退火钢,≤197HB
试样尺寸:试样尺寸为25mm



冷拉六圆钢的变形如何矫正呢。下面就要冷拉圆钢厂家给大家介绍一下,希望我们的可以更好的帮到你们。冷拉六圆钢角度变形的矫正。冷拉六圆钢批量角度变形的矫正时,可制成90°角形凹凸模具用机械压、顶法矫正;少量的冷拉六圆钢角度局部变形,可与矫直一并进行。
当其角度大于90°时,将一肢边立在平面上,直接用大锤另一肢边,使角度达到90°时为止;其角度小于90°时,将内角向上垂直放一平面上,将适合的角度锤或手锤放于内角,用大锤,扩开角度达到90°。冷拉六圆钢弯曲变形的矫正。
用大锤矫正圆钢将冷拉圆钢矫架上,根据冷拉六圆钢的长度,一人或两人握紧圆钢的端部,另一人用大锤击中冷拉六圆钢的立边面和角筋位置面,要求打准且稳。根据冷拉六圆钢各面弯曲和翻转变化以及打锤者所站的位置,大锤冷拉六圆钢各面时,其锤把应略有抬高或放低。



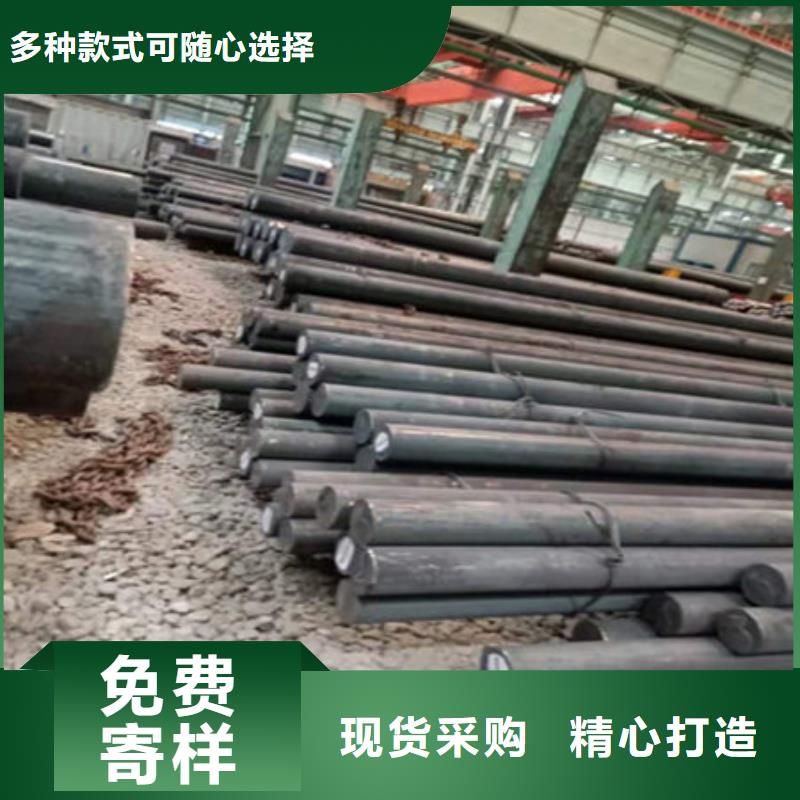
冷拉圆钢也称为冷拔圆钢、冷拉元钢、冷拉园钢、光圆,是冷拉型钢的一种。冷拉圆钢是一种精度很高的圆钢,材质是经过“调质”处理的,可以直接用来做轴,不需要再加工的,对应的普通圆钢,就是我们常见的用于建筑的圆钢,供应的热处理状态是“正火”,无论是尺寸精度还是材质都是普通级别的。
工艺流程:原坯进厂----验收---入库---领料----轧头---酸洗磷或石灰---冷拔---矫直--打包---称重标记---检验---成品入库产品优势:形状规格多样性通过设计不同形状的模具,冷拉出不同截面形状、不同规格公差的冷拉钢。
不管是冷拉圆钢或是圆钢其形状都是圆形的,但是冷拉圆钢表面很光滑,尺寸精度很高,它的机械性能高,由于尺寸精度高不经加工可直接使用。角度可设计成直角或圆角。高度:使用高的硬质合金模具以及拥有修模人员,确保公差准确、统一。
材料大量节省:冷拉工艺是将原材料冷变形达致所需的形状、规格及公差,原材料的耗损极少,相对利用车床机加工切削所耗损的材料,冷拉钢所节省的材料是非常可观的,特别当材料用量大,材料成本的节约更为显著。



使用圆钢时,需要使用焊接的方式来进行连接。为了保证良好的密封性,需要有一些问题要注意。
使用滚槽方式来焊接圆钢时候,滚槽焊缝会容易开裂。这种情况其实是可以避免的,将压槽内壁的焊角磨平能有效降低减少阻力。另外可以调整钢管,尽量保证其与滚槽保持水平。调整压槽的速度是力度可以保证其成型均匀、缓慢施力。还要保证支撑和压力辊的宽度和型号相互是匹配的,不会因咬合而断裂。
另外如果圆钢对接后其管口对接不严密,这可能是由于管口被磕碰导致变形造成的。建议将钢管管头切割掉一小段后再进行对接。由于焊接时操作不当或因管口部位遗留锌瘤会造成的砂眼,这可以在焊接前将锌瘤铲掉磨平来避免。车丝连接方式常出现的问题是管箍与丝扣不完全贴合,这就必须裁掉不能贴合的部分重新进行连接。





 扫一扫
扫一扫